精密钢管近年来,随着我国高压锅炉、电站、石油化工等行业的飞速发展,用户对厚壁管,特别是中、大口径(外径400mm~1000mm×25~80mm)无缝厚壁管特厚壁管的需求不断增加。尽管我国自2004年起一直是无缝钢管的生产、消费一大国,但上述规格的某些品种而言,目前国内生产很难满足市场需求,尤其是大口径、特厚壁无缝钢管缺口较大。国内仅电站、锅炉产业年需ASME标准各类大口径、特厚壁无缝钢管在12万吨左右,这当中有11万吨的缺口需要进口弥补。
大直径厚壁管的生产与一般结构钢管相比具有以下难点:周期长,投资大,生产工序多、工艺复杂,检测项目多、要求严格。目前生产方法主要有锻造镗孔、铸造成形、自由锻、卷制焊接成形法、电渣重熔法几种。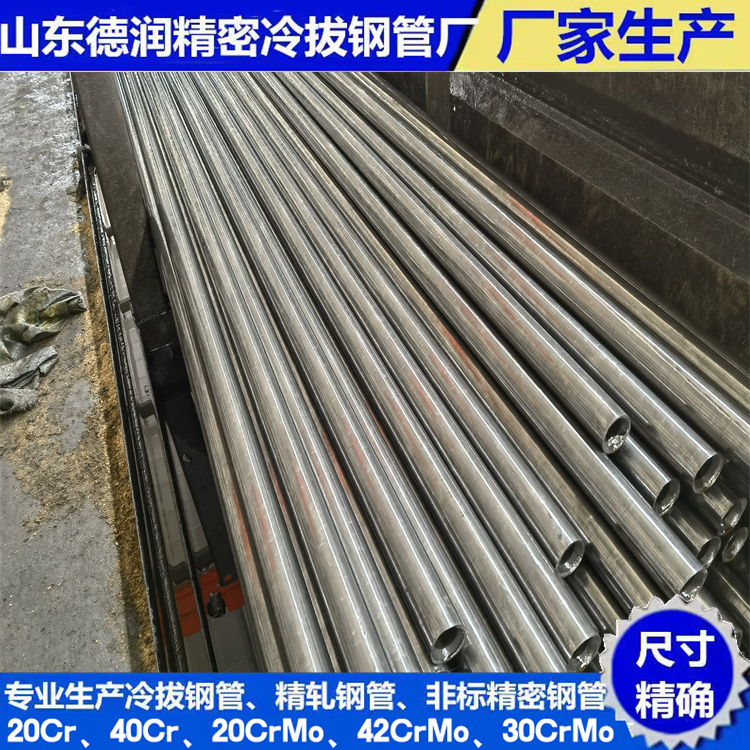
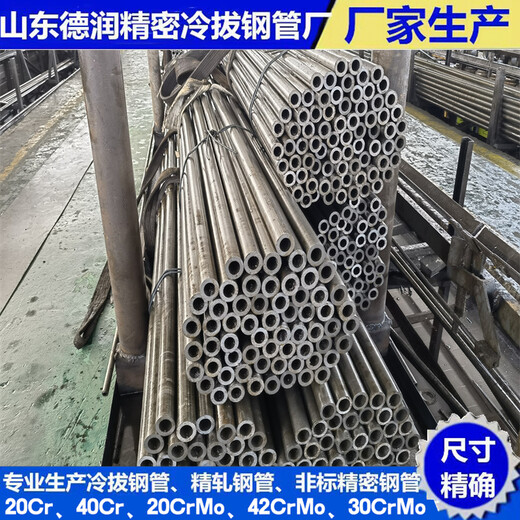
山东德润管业有限公司拥有现代化的标准厂房,的大型精密冷轧管机生产线十五条、完善的理化检测设备,年产冷轧精密无缝钢管10000吨。 规格范围:φ8~φ200×1.5~25mm 材 质:碳素钢:Q235、10#、20#、35#、45# 轴承钢:GCR15 合金钢:20CR、40CR、42CRMO、35CRMO等
20CrMo精密钢管冷轧板卷是以热轧卷为原料,在室温下在再结晶温度以下进行轧制而成,包括板和卷,国内众多钢厂如宝钢、武钢、鞍钢等均可以生产。其中成张交货的称为钢板,也称盒板或平板;长度很长、成卷交货的称为钢带,也称卷板。应用范围:退火后加工成普通冷轧;有退火前处理装置的镀锌机组加工镀锌;基本不需要加工的面板。常用钢号CDCM-SPCC(SPCSPCSTSTSTBLBLBUSBUFBSUFD等),但其性能基本相同。
公司生产产品主要包括:轴承用冷轧精密管、钢筋连接套筒用冷轧精密管、非标中空丝杆用冷轧精密钢管、机械加工用冷轧精密无缝管、汽车减震器用冷轧精密管、摩托车减震器用冷轧精密钢管、电机外壳精密管 、液压和气动缸筒用精密内径无缝钢管等。
20CrMo精密钢管
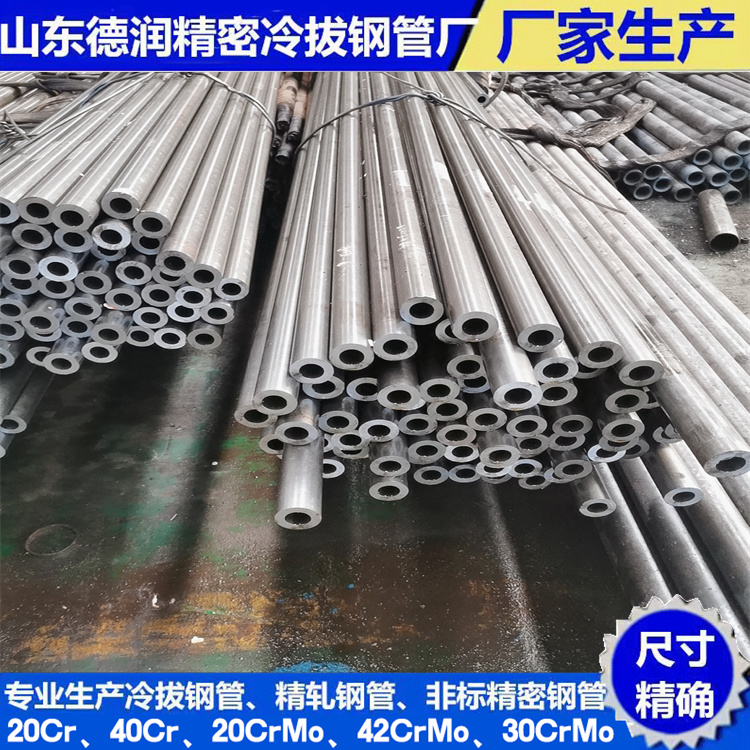
毛管质量:国外精密钢管的管坯,均采用双炼工艺。经过精炼的管坯,钢中杂质成分较少。而我国质优部分精管坯料,采用电葫芦和电渣的双炼工艺,但钢中夹杂物仍较多,给冷加工带来困难,致使成材率低。 国外精密钢管的毛管,全是挤压机供坯,钢中杂质成分较少。而我国只有部分精管坯料,采用电弧炉和电渣的双炼工艺,但钢中夹杂物仍较多,给冷加工带来困难,致使成材率低。工位精密钢管的毛管,全是挤压机供坯。挤压过程对金属基体的破坯作用小,挤压管的尺寸精度,内外表面质量均比辊式穿孔机提供的毛管质量好。在我国,用于钢管的挤压机仅有一台,并且工艺技术同国外比较,还有一些差距。因此,我国钢管厂家普通选用辊式穿孔机毛管。辊式穿孔机对其金属基体破坏作用较大,影响成品管材质量的提高。
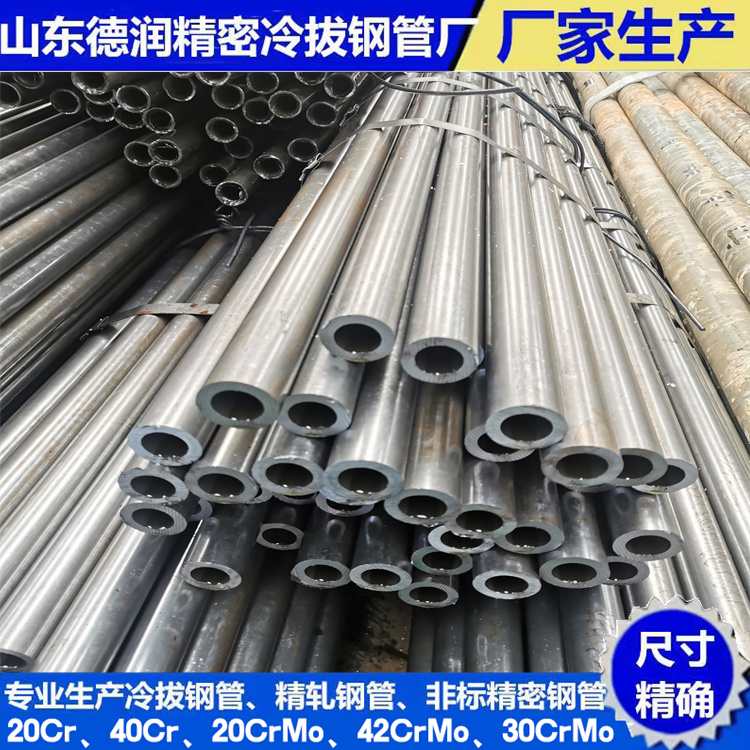
在国外,挤压管经过1~2次冷加工后,便作为精密钢管的毛管,提供给厂家,加工成各种尺寸的精密钢管。毛管出厂前,都要按照有关标准进行表面检验和无损探伤,精密钢管厂家,在投料前还要进行复验,复验合格的毛管才可以转入线,各种规格的成品钢管。在我国,毛管厂和精管厂为同一家厂家。将默哀管转入精管线时,一般只进行尺寸公差和表面缺陷检查,不进行无损检验,将有缺陷的毛管转入精密钢管,因而成品质量较差。
冷轧变形工艺:钢管冷轧机是精密钢管 的关键设备。它的装配水平,直接决定成品钢管的质量水平。
其显著特点是:1、冷轧精密管公差尺寸精度高,产品精度控制±0.05mm;光洁度好;内外表面无氧化层,内壁清洁度好。2、冷轧精密钢管的综合性能优良,能承受高压,冷弯、扩口、压扁不开裂,不皱皮,能作各种复杂变形及机械加工处理。3、精密无缝管的推广应用可以节约钢材,提高加工工效,减少加工工序和设备投资,可以节约费用和大大节约机械加工工时,提高生产量和材料利用率,同时有利于提高产品质量,降低成本。
达两类因素对每吨金属的成本和单位投资的影响是相反的,因此根据两类技术经济因素比较经济指标的结果,可以得出有关选矿过程经济效果的结论。随着精矿铁品位的提高,冶炼费用的降低,不一定都能补偿选矿费用的提高。因此从采矿—选矿—造块—运输—冶炼加工综合起来看,所确定的精矿铁品位应能获得金属的计算费用才是合理的。可生产1吨金属计算费用的铁品位称为铁品位。该条件可用等式表示:C+eK=精矿的铁品位取决于矿石的矿物组成,可选性和矿石处理工艺,精矿造块的能力,焦炭、天然气、熔剂的消耗,冶炼加工条件,合理的配矿和冶金工厂的矿石供给。
公司始终坚持“以科技求发展,以质量求生存”的企业理念,用的产品赢得客户的信赖。
20CrMo精密钢管12.5x1.2批发