内孔13.1mm薄壁钢管平头
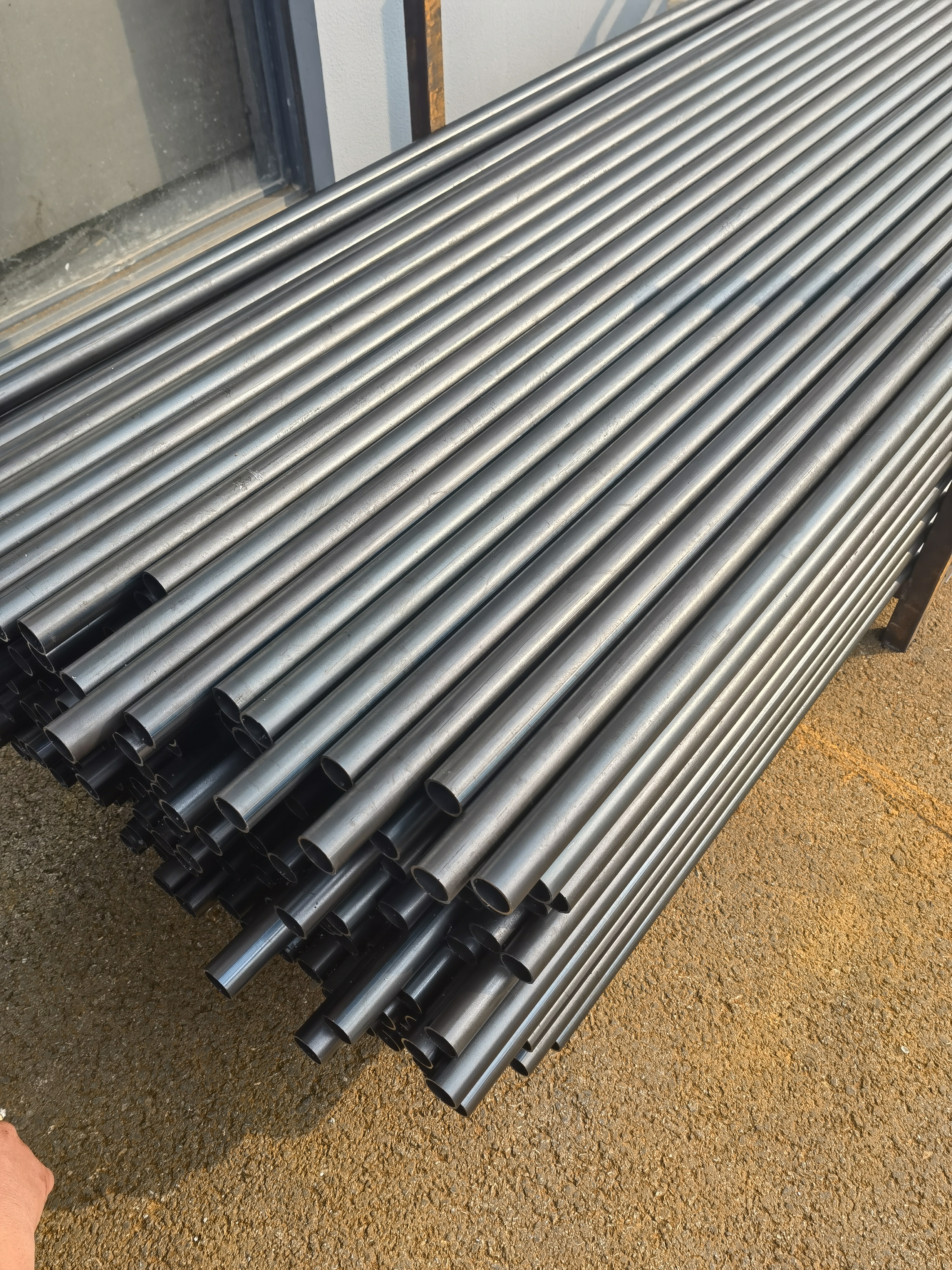
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,生产流程一般要比热轧要复杂,管坯要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。

内孔13.1mm薄壁钢管平头实验研讨粗磨抛尾及组合捕收剂的运用因为钼矿石档次低,为了下降选矿本钱,需求在较粗的磨矿细度下浮选。辉钼矿具有的天然可浮性,对.15mm的粗石英颗粒,当含1%暴露的辉钼矿运用恰当的捕收剂后即能顺畅上浮,所以在钼矿石浮选中,即便较贫的连生体,只需有暴露的辉钼矿并运用合适的捕收剂就能顺畅上浮,这为钼矿石粗磨抛尾供给了或许性。当钼粗选火油用量为1g/t,组合捕收剂为混合油(1g/t)、BK31(6g/t)时,不同磨矿细度条件下比照实验成果实验成果标明,组合捕收剂发挥了药剂的“协同效应”对钼及其连生体的捕收才能增强,在较粗的磨矿细度下即可获得较高的钼收回率,为下降选矿本钱、完成粗磨抛尾供给了确保。
1、单链冷床
单链冷床多采用爬坡结构。冷床由正向运输链和固定导轨组成,有一套传动系统。钢管放置在正向运输链的两个拨抓之间,固定导轨承担钢管本体的重量。单链冷床利用正向运输链拨爪的推力及固定导轨的摩擦力使钢管产生旋转运动,同时依靠钢管自重及抬起的角度,使钢管始终紧靠在正向运输链的拨爪上,实现钢管平稳旋转。
2、双链冷床
双链冷床由正向运输链和反向运输链组成,正、反链条各有一套传动系统。钢管放置在正向运输链的两个拨抓之间,反向链承担钢管本体的重量。双链冷床利用正向运输链拔爪的推力使钢管向前运行,利用反向链条的摩擦力使钢管产生持续的旋转运动。反向链的运动又使得钢管始终靠在正向运输链的拨爪上,实现平稳旋转和均匀冷却。
3、新型链式冷床
结合了单链冷床和双链冷床的特点,冷床分为上坡段和下坡段。上坡段为由正向运输链和反向运输链组成的双链结构,正反共同作用使钢管持续旋转前进,做爬坡运动。下坡段为正向运输链和钢管导轨平行布置的单链结构,依靠自重实现旋转,做滑坡运动。
4、步进齿条式冷床
步进齿条式冷床床面由两组齿条组成,一组装在固定梁上,称为静齿条,另一组装在移动梁上,称为动齿条。
升将机构动作时,动齿条上升将钢管托起,由于具有倾斜角度,钢管在被托起时沿着齿形滚动一次。动齿轮上升到位置后,步进机构动作使动齿条向冷床输出方向前进一个步距。升降机构继续动作,带动动齿条下降并将钢管放入定齿条齿槽中,钢管沿定齿条的齿形再滚动一次,之后动齿条回到初始位置,完成一个工作循环。
5、螺杆式冷床
螺杆式冷却由主传动装置、螺杆和固定冷却台架的等组成,螺杆包括螺杆杆芯及螺杆螺旋线。固定冷却台架的工作面螺旋杆芯上面并低于螺旋线,钢管本体的重量由固定冷却台架承担。主传动装置带动螺杆同步旋转,螺杆上的螺旋线推动钢管在固定冷却台架上向前滚动,进行冷却。
单链冷床不适合不连续作业,双链冷床的效果较好,新型链式冷床的效果好且成本低、步进齿条式冷床一般用在大型或配置较高的生产线上,螺杆式冷床一般用于冷却较小直径的无缝管。无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。船舶用无缝管320、360、410、460、490力学性能化学成分

山东德润管业有限公司是一家经营不锈钢异型钢管和精密钢管的企业,公司主要经营范围是不锈钢材料批发、销售将、制品定制、项目工程。
公司始终把客户满意作为我们服务的目标、为客户提供一体化服务,公司借助深厚的行业经验和广泛的资源,不断开拓崭新的市场,努力构建完整的产品页模式,始终坚持“一诺千金、双赢互利”的经营理念,专注不锈钢行业,在业内具有良好的口碑。
公司的经营理念是:一诺千金、双赢互利、品质永恒。公司已经把公司的经营理念喻义其中,一诺千金是企业经营的承诺,双赢互利是企业经营的目的,品质永恒是企业经营的宗旨。
内孔13.1mm薄壁钢管按照这种思路,粉末金属零件就是微小的金属与合金元素(认为滑石粉很小)组成的混合物,当把它们压紧在一起并加热后,就形成了一个接近终形状的元件。不幸的是,对于粉末金属制模工,二次加工操作通常需要将零件制成终形状。在此阶段,粉末金属零件会具有明显的硬度等级,就切削性而言,这还不是很吓人(,3R。这些单的粉末保持它们各自的硬度——可能是5Rc或者更高——即使在零件被模塑之后。切削这些材料的刀具将穿过非常小、非常硬的微粒来切削——实际上,它就是纯磨蚀。